

摘要:为帮助用户掌握防堵筛网的正确安装方法,避免因安装不当导致堵孔、磨损等问题,生产厂家从安装前准备、核心安装步骤、不同型号适配要点、价格参考及实际案例等方面展开,结合表格对比与数据说明,提供系统且可落地的安装指南,保障防堵筛网高效发挥作用

防堵筛网作为振动筛的核心部件,其安装质量直接影响筛分效率与防堵效果 —— 错误安装可能导致筛网松弛、受力不均、堵孔率升高,甚至缩短筛网寿命 50% 以上。无论是矿山、制砂还是煤炭行业,掌握防堵筛网的正确安装方法,都是保障生产稳定、降低运维成本的关键。本文从 “安装前准备、核心安装流程、不同型号适配要点、常见安装误区、实际案例验证” 五大维度,结合型号参数对比、价格参考,提供 6000 字超详细安装指南,帮助用户规范操作,充分发挥防堵筛网的性能优势。
一、安装前:做好 3 项核心准备,奠定安装基础
防堵筛网安装前需完成 “设备与筛网检查、场地与工具准备、安装方案制定” 三项工作,避免因准备不足导致安装中断或返工,通常需 1-2 小时完成(视筛网尺寸而定)。
(一)第一项:设备与筛网检查 —— 排除先天隐患
安装前需先确认振动筛设备状态与防堵筛网适配性,这是避免后续问题的关键,具体检查内容如下表:

检查对象 | 检查项目 | 合格标准 | 常见问题与处理方法 |
振动筛设备 | 1. 筛框平整度 | 用水平仪检测,误差≤2mm/m,无明显变形、翘曲 | 问题:筛框边缘变形→处理:用千斤顶矫正,或焊接加固;问题:筛框锈蚀严重→处理:清理锈迹,涂抹防锈漆 |
振动筛设备 | 2. 筛框支撑结构(托梁、压条) | 托梁间距均匀(≤500mm),压条无松动、断裂,螺栓扭矩达标(M10 螺栓 12-15N・m) | 问题:托梁松动→处理:重新拧紧螺栓,加装防松垫圈;问题:压条断裂→处理:更换同规格压条(材质与筛框一致) |
振动筛设备 | 3. 振动电机与传动系统 | 电机绝缘电阻≥0.5MΩ,皮带松紧度适中(按压下垂量≤10mm),轴承无异常噪音 | 问题:绝缘电阻不足→处理:烘干电机绕组,或更换电机;问题:皮带过松→处理:调整电机位置,张紧皮带 |
防堵筛网 | 1. 型号与尺寸适配性 | 筛网长、宽尺寸比筛框内尺寸大 50-70mm(预留张紧量),孔径、结构与物料特性匹配 | 问题:尺寸偏小→处理:更换适配尺寸筛网,禁止强行拉伸安装;问题:结构错配(如高黏物料用平板筛网)→处理:更换锥角孔或防黏涂层筛网 |
防堵筛网 | 2. 筛网质量检查 | 网面无破损、变形,防黏涂层无划伤(厚度≥5μm),筋条焊接牢固(无虚焊、脱落) | 问题:局部破损(<0.1㎡)→处理:用专用修补剂修复;问题:涂层划伤→处理:补涂同类型防黏涂层(如聚四氟乙烯) |
防堵筛网 | 3. 配件完整性 | 配套压条、螺栓、密封垫数量充足(螺栓按每米 10-12 个准备),密封垫厚度 3-5mm(耐磨损材质) | 问题:配件缺失→处理:补充同规格配件,禁止用普通螺栓替代(需用不锈钢或高强度碳钢螺栓) |
(二)第二项:场地与工具准备 —— 保障安装效率
合理的场地规划与工具准备,可使安装时间缩短 30%,避免因工具缺失导致操作失误:
准备类别 | 具体内容 | 注意事项 |
场地准备 | 1. 清理振动筛周围杂物,预留 1.5-2m 操作空间;2. 铺设防护垫(如橡胶垫),避免筛网与地面摩擦损坏;3. 搭建临时工作台(高度 80-100cm),放置工具与配件 | 注意:场地需干燥,避免雨水、油污污染筛网;注意:操作空间需满足两人协同作业,避免拥挤导致安全事故 |
工具准备 | 1. 扭矩扳手(精度 ±5%,量程 0-300N・m);2. 水平仪(精度 0.02mm/m);3. 张紧器(手动或气动,适配筛网材质);4. 橡胶锤(避免敲击损伤筛网);5. 卷尺(精度 1mm,量程 5m 以上);6. 钢丝刷、抹布(清理筛框杂物) | 注意:扭矩扳手需提前校准(每年 1 次),避免扭矩偏差;注意:张紧器需匹配筛网材质(聚氨酯筛网用软质张紧头,金属筛网用硬质张紧头) |
辅助材料准备 | 1. 防锈脂(涂抹螺栓,防止生锈卡死);2. 密封胶(耐磨损型,填补筛网与筛框间隙);3. 记号笔(标记筛网定位线);4. 防护用品(手套、安全帽、护目镜) | 注意:密封胶需与筛网材质兼容(如聚氨酯筛网禁用腐蚀性密封胶);注意:防护用品需符合安全标准,避免安装时划伤、砸伤 |
(三)第三项:制定安装方案 —— 明确适配要点
不同型号、材质的防堵筛网,安装要求存在差异,需根据筛网类型制定专项方案,重点关注 “张紧度、密封方式、支撑结构” 三大适配要点:
防堵筛网类型 | 核心安装适配要点 | 方案制定重点 |
聚氨酯防堵筛网 | 1. 张紧度:需适中(按压网面凹陷≤5mm),过度张紧易导致网面开裂;2. 密封:需用橡胶密封垫,避免硬接触磨损;3. 支撑:需搭配聚氨酯托网,增强网面承载力 | 方案需明确张紧扭矩(通常 M8 螺栓 8-10N・m),禁止用金属托网直接接触 |
金属防堵筛网(如高锰钢) | 1. 张紧度:需较高(按压网面凹陷≤3mm),防止振动时松弛;2. 密封:可用金属压条 + 密封胶,增强密封性;3. 支撑:需用钢制托梁,间距≤400mm | 方案需明确螺栓紧固顺序(对角拧紧),避免局部应力集中 |
防黏涂层防堵筛网 | 1. 安装时禁止用尖锐工具接触涂层,避免划伤;2. 密封垫需用软质材料(如硅胶),防止磨损涂层;3. 张紧时需均匀施力,避免涂层局部脱落 | 方案需单独制定涂层保护措施,安装后检查涂层完整性 |
二、核心安装流程:6 步标准操作,确保安装质量
防堵筛网的正确安装需遵循 “定位→固定→张紧→密封→调试→验收” 的顺序,每一步都有严格的操作标准,任何环节的疏漏都可能影响防堵效果。
(一)第一步:筛网定位 —— 确保位置精准
筛网定位是基础,偏差过大会导致筛网受力不均,增加局部磨损风险,操作要点如下:
1. 清洁筛框:用钢丝刷清理筛框内表面的杂物、锈迹,用抹布擦拭干净,确保筛框与筛网贴合紧密;
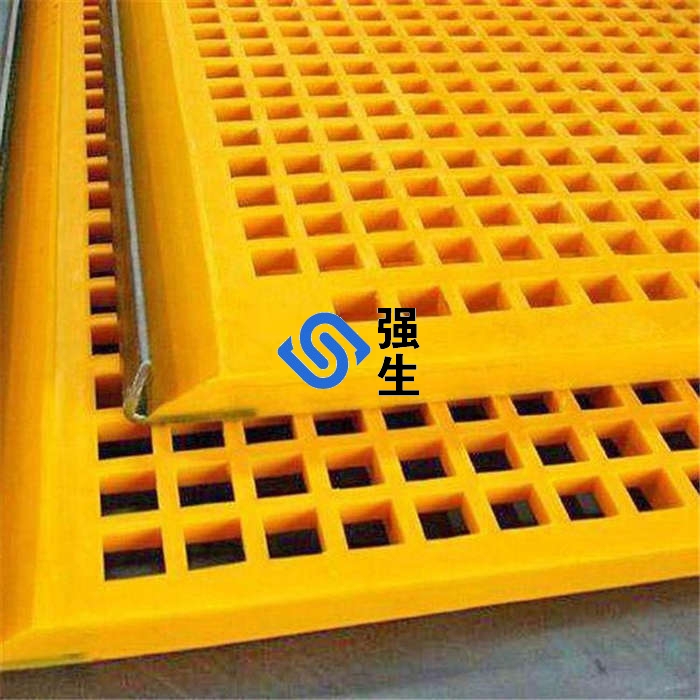
2. 铺设筛网:将防堵筛网平铺于筛框内,确保筛网的防堵结构方向正确(如锥角孔大端朝上,条缝孔沿物料运动方向),筛网边缘超出筛框 50-70mm(预留张紧量);
3. 标记定位线:用记号笔在筛框与筛网边缘画出定位线,确保筛网居中,左右、前后偏差≤5mm,避免筛网偏移导致漏料;
4. 初步固定:在筛网四角各安装 1 个临时固定螺栓(不拧紧),防止筛网在张紧过程中移位。
常见错误:筛网边缘超出筛框不足 30mm→后果:张紧时无足够余量,导致筛网松弛→规避:更换尺寸适配的筛网,或裁剪拼接(仅适用于金属筛网,聚氨酯筛网禁止拼接)。
(二)第二步:一侧固定 —— 奠定张紧基础
固定筛网一侧时,需确保螺栓紧固均匀,为后续张紧提供稳定支撑,操作要点如下:
1. 选择固定侧:优先选择物料进料端的对侧(出料端)作为固定侧,避免进料时物料冲击导致固定端松动;
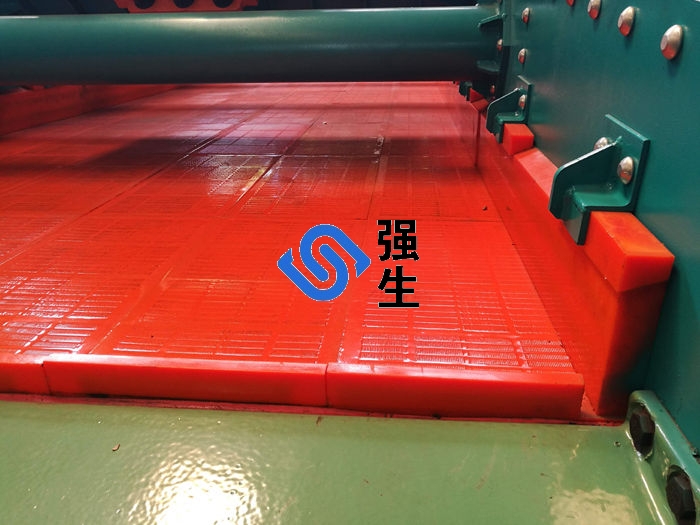
2. 安装压条与螺栓:将压条覆盖在筛网边缘(压条宽度≥30mm),按间距 100-150mm 安装螺栓(M8-M12,根据筛网厚度选择),螺栓需穿过筛网、压条与筛框;
3. 分步拧紧螺栓:按 “中间→两端→中间” 的顺序拧紧螺栓,先用手拧至贴合,再用扭矩扳手按标准扭矩拧紧(如聚氨酯筛网 M8 螺栓 8-10N・m,金属筛网 M10 螺栓 12-15N・m),确保压条与筛网、筛框紧密贴合,无间隙;
4. 检查固定效果:用手拉扯筛网固定侧,无明显松动,压条无变形,视为固定合格。
数据标准:螺栓扭矩偏差需≤±10%,压条与筛框的间隙≤0.5mm,避免局部松动导致筛网振动时产生异响。
(三)第三步:筛网张紧 —— 关键防堵保障
张紧是防堵筛网安装的核心步骤,张紧度不足会导致筛网振动减弱、堵孔率升高;过度张紧则会导致筛网开裂,操作要点如下:
1. 安装张紧器:在筛网未固定侧(进料端)安装张紧器,张紧器间距≤1000mm(大型筛网需安装 2-4 个张紧器),张紧器挂钩需钩住筛网边缘的加强边(无加强边时需加装张紧板);
2. 逐步张紧:手动或气动驱动张紧器,每次张紧量控制在 5-10mm,同时用手按压筛网中部,观察凹陷量(聚氨酯筛网≤5mm,金属筛网≤3mm),直至张紧度达标;
3. 辅助检查:用水平仪检测筛网平整度,误差≤2mm/m,确保筛网无褶皱、无局部松弛;用振动测试笔检测筛网振动频率,应与振动筛主频率一致(偏差≤5%);
4. 固定另一侧:张紧达标后,按第二步的方法固定筛网未固定侧,螺栓拧紧顺序与扭矩标准相同,固定过程中需保持张紧器状态,避免筛网回弹。
张紧度检测方法:
• 手动检测:用手指按压筛网中部,施力 50N(约 5kg 力),凹陷量符合标准即为合格;
• 专业检测:用张力计检测筛网张力(聚氨酯筛网≥3kN/m,金属筛网≥5kN/m),张力均匀度偏差≤15%。
(四)第四步:密封处理 —— 防止漏料与污染
密封不良会导致物料从筛网与筛框间隙漏出,不仅浪费物料,还可能污染设备、堵塞筛孔,操作要点如下:
1. 间隙密封:在筛网与筛框的间隙处填充橡胶密封垫(厚度 3-5mm,宽度≥20mm),密封垫需连续铺设,接头处采用 45° 斜接,避免重叠导致间隙;
2. 边缘密封:在压条外侧涂抹耐磨损密封胶(宽度 10-15mm,厚度 2-3mm),密封胶需覆盖压条与筛框的缝隙,防止细粒物料进入缝隙导致磨损;
3. 角落密封:筛网四角易出现密封死角,需用密封胶单独填充,确保无间隙;若间隙过大(>5mm),需加装密封板,再涂抹密封胶;
4. 固化处理:密封胶需按说明书要求固化(常温固化通常需 24 小时,低温环境需延长至 48 小时),固化期间禁止启动设备,避免密封胶脱落。
密封效果检测:固化后,向筛网表面喷洒少量水,观察筛框边缘无渗水现象,视为密封合格;或空载运行设备 10 分钟,无粉尘从边缘溢出即为合格。
(五)第五步:空载调试 —— 排查潜在问题
空载调试可及时发现安装中的隐性问题(如振动异常、异响),避免负载运行时损坏设备,操作要点如下:
1. 检查周边环境:清理设备周围的工具、杂物,确保无障碍物影响设备运行;
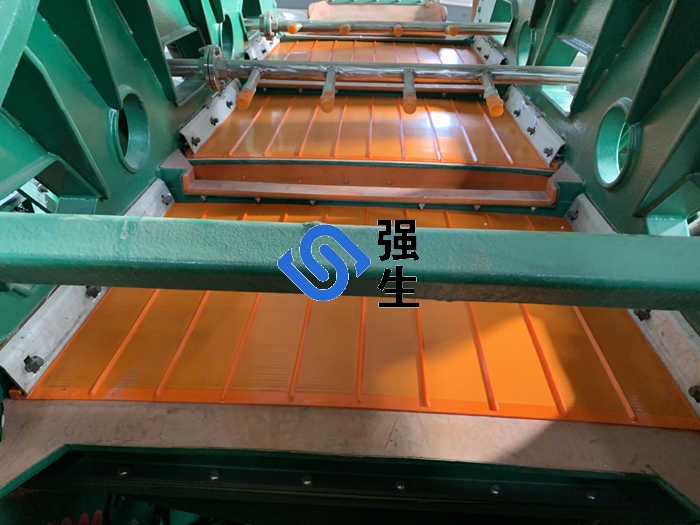
2. 启动设备:按振动筛操作规程启动设备,先低速运行(50% 额定频率),逐步提升至额定频率(通常 1500-1800 次 / 分);
3. 振动检测:用振动测试仪检测筛网不同部位的振动振幅(应与设计值一致,偏差≤0.2mm),听筛网运行声音(应均匀无异响,噪音≤80 分贝);
4. 张紧度复核:运行 30 分钟后停机,再次检查筛网张紧度,若出现松弛(凹陷量超标准),需重新张紧螺栓;
5. 密封复核:检查密封部位有无渗漏、密封胶有无脱落,若有问题需重新密封。
常见调试问题:筛网局部振动过大→原因:张紧度不均或筛框变形→处理:重新调整张紧度,或矫正筛框。
(六)第六步:负载验收 —— 验证防堵效果
空载调试合格后,需进行负载验收,确保防堵筛网在实际工况下的性能达标,操作要点如下:
1. 逐步进料:按 30%→50%→80%→100% 的额定处理量逐步进料,每阶段运行 30 分钟,观察筛网运行状态;
2. 关键参数检测:
◦ 堵孔率:运行 1 小时后,检查筛网孔眼堵塞情况,防堵筛网堵孔率应≤10%(高防堵型≤5%);
◦ 筛分效率:检测成品粒度合格率,应≥90%(与设计值一致);
◦ 含水率:若为脱水型防堵筛网,检测成品含水率,应≤设计值(如 15%-25%);
1. 持续运行:满负荷运行 24 小时,记录设备运行数据(堵孔率、筛分效率、噪音),无异常视为验收合格;
2. 验收记录:填写《防堵筛网安装验收表》,记录安装日期、型号、验收数据,留存备查。
三、不同型号防堵筛网安装适配要点
防堵筛网型号多样,按材质、结构、尺寸可分为多个系列,不同型号的安装要求存在差异,需针对性调整操作细节,避免 “一刀切” 导致安装失误。
(一)按材质分类:聚氨酯 vs 金属防堵筛网安装对比
聚氨酯与金属防堵筛网的物理特性不同,安装时的张紧度、固定方式、密封要求差异显著,具体对比如下表:
安装要点 | 聚氨酯防堵筛网 | 金属防堵筛网(高锰钢 / 不锈钢) | 差异原因 |
张紧扭矩 | M8 螺栓 8-10N・m,M10 螺栓 12-15N・m | M8 螺栓 10-12N・m,M10 螺栓 15-18N・m | 聚氨酯材质弹性好,过度张紧易开裂;金属材质刚性强,需较高扭矩确保张紧 |
张紧度标准 | 按压凹陷≤5mm,张力≥3kN/m | 按≥5kN/压凹陷≤3mm,张力m | 金属筛网振动时易松弛,需更高张紧度;聚氨酯筛网弹性可补偿部分松弛 |
压条材质 | 聚氨酯或软质金属压条(避免磨损筛网) | 硬质金属压条(如 Q235 钢) | 聚氨酯筛网表面易被硬质压条划伤;金属筛网需硬质压条确保固定牢固 |
密封垫材质 | 橡胶密封垫(硬度邵尔 A50-60) | 橡胶或金属密封垫(硬度邵尔 A60-70) | 聚氨酯筛网较软,软质密封垫可减少挤压损伤;金属筛网需稍 |
防堵筛网知识推荐阅读


管理员
该内容暂无评论