

热塑成型是一种独特的制造工艺,用于生产聚氨酯筛网。传统的整体浇注成型方法需要昂贵的设备和大量模具,成型时间长且能源消耗高。相比之下,热塑成型聚氨酯精细条缝筛网具有更高的筛网速率和能源效率。它具有出色的耐磨性能,使用寿命是传统筛网的10倍以上。此外,它还具有高开孔率和倒三角形的筛条结构,加上材料的良好弹性,不易堵孔。

1、聚氨酯筛网热塑成型的原料准备
聚氨酯筛网热塑成型的原料准备是关键的第一步。原料主要包括聚氨酯材料、增塑剂、硅油、助剂等。在准备这些原料时,需要严格按照所需比例进行称量,以确保后续工艺的顺利进行。其中,低聚物多元醇如聚四亚甲基二醇等在使用前需要进行脱水处理,使含水量达到少于百分之零点零五的要求。预聚体的合成以及脱水步骤完成之后,需为低聚物多元醇降温至四十到六十摄氏度,再加入到反应釜内,掺入计算好的甲苯二异氰酸酯,反应三四十分钟后,缓慢加温至八十摄氏度,继续反应两三个小时,然后取样分析。这些原料的精心准备为后续的热塑成型工艺奠定了基础。
2、聚氨酯筛网热塑成型钢丝筛网预处理
钢丝筛网预处理对于聚氨酯筛网的热塑成型至关重要。首先,钢丝筛网要经过磷化、清洗处理,以去除表面的杂质和氧化物,提高与聚氨酯的结合力。预处理后的钢丝筛网装配在移动支架上,根据后续进入流动槽或蘸塑浸渍槽的不同设置预热条件进行预热。如果后续进入流动槽中浸塑塑化,预热温度为250至300摄氏度,预热时间4至6分钟;如果后续进入浸渍槽中蘸塑塑化,预热条件为65至70摄氏度,预热时间2至3分钟。通过这样的预处理和预热,可以使钢丝筛网更好地与聚氨酯结合,提高筛网的质量和性能。

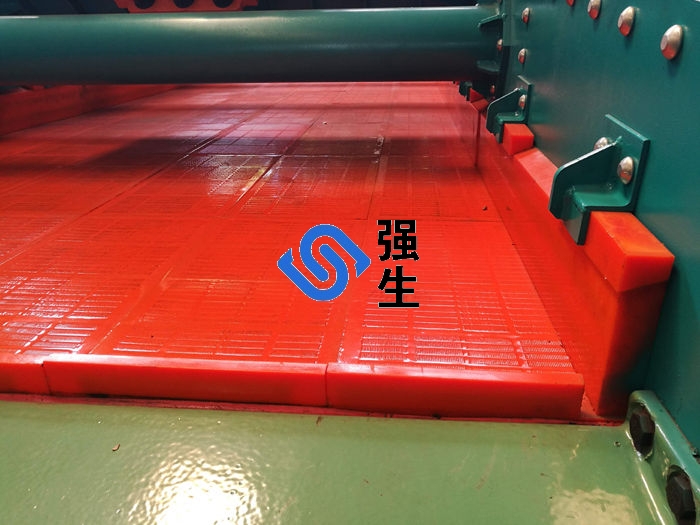
3、聚氨酯筛网热塑成型钢丝筛网塑化
钢丝筛网的塑化是聚氨酯筛网热塑成型的核心环节之一。将预热后的钢丝筛网放入流动槽中浸塑塑化或浸渍槽中蘸塑塑化。流动槽中盛装聚氨酯粉末树脂,蘸塑浸渍槽中盛装聚氨酯树脂溶液。流动槽中浸塑塑化的时间为7至9秒,蘸塑浸渍槽中塑化时间为6至8秒。在这个过程中,聚氨酯材料充分包裹钢丝筛网,形成坚固的筛网结构。不同的塑化方式可以根据实际生产需求进行选择,以达到最佳的塑化效果。

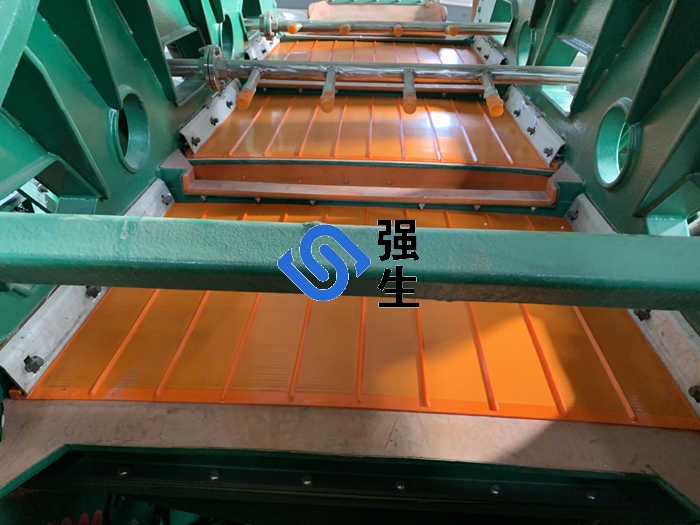
4、聚氨酯筛网热塑成型保温熟化
保温熟化是聚氨酯筛网热塑成型的最后一步,也是确保筛网质量的关键环节。如果是蘸塑浸渍槽中塑化后,在100至120摄氏度下熟化3至4分钟;如果是流动槽中浸塑塑化后,在160至200摄氏度下保温熟化时间同样为3至4分钟。通过保温熟化,可以使聚氨酯材料充分固化,提高筛网的强度和稳定性。同时,保温熟化的温度和时间需要严格控制,以确保筛网的性能达到最佳状态。
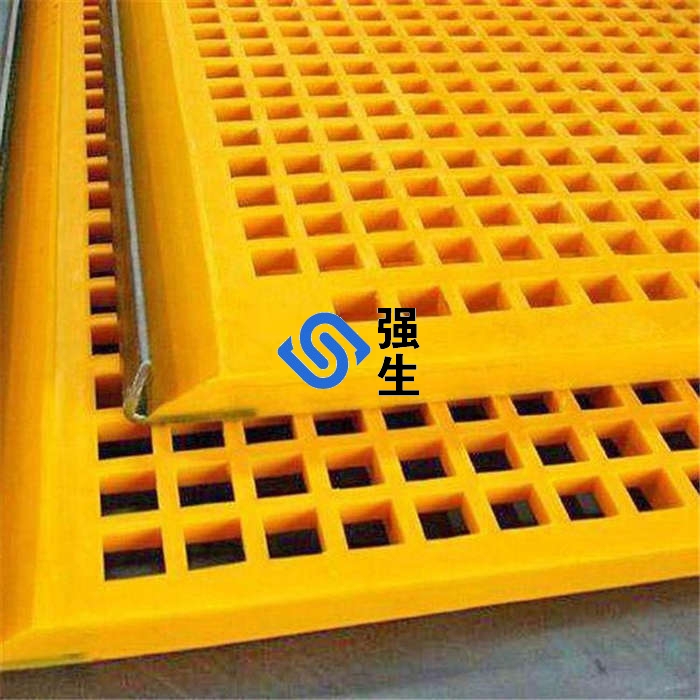
5、热塑型聚氨酯精细条缝筛网特点
热塑型聚氨酯精细条缝筛网具有诸多显著特点。
A:它具有优良的耐磨性能,在黑色金属筛分行业使用寿命是传统筛网的10倍以上。

B:高开孔率是其另一大优势,筛孔结构为长方形,比传统金属编织筛网的方形孔开孔率高得多,高达30%-50%。此外,由于筛条结构为倒三角形,加上聚氨酯材料具有很好的弹性,使得孔网不易堵孔。热塑型聚氨酯精细条缝筛网还具有良好的筛分精度和可调控性,可以根据不同的筛分要求进行选择和调整,满足各种工业领域的需求。
C:它还具有很好的抗老化和耐高温性能,在恶劣的工作环境中能保持良好的使用状态,不易受到氧化、紫外线辐射等因素的损害,并且在相对高温的环境下也能保持较好的物理性能,延长使用寿命,减少更换频率,提高生产效率。
聚氨酯筛网的热塑成型制造工艺包括原料准备、钢丝筛网预处理、钢丝筛网塑化、保温熟化等步骤,每个步骤都至关重要。而热塑型聚氨酯精细条缝筛网凭借其独特的特点,在众多工业领域中发挥着重要作用。
若以上材料没有解决您的问题,不妨阅读以下文章或许对您有所帮助:

管理员
该内容暂无评论