

摘要:介绍滨州筛网的生产制造流程,从原材料筛选到成品检测的全流程管控,重点展示锰钢筛网和聚氨酯筛网的特点和制造逻辑。结合型号参数对比、价格构成、安装说明及实际应用案例,揭示了优质筛网在矿业、化工等行业广泛应用的原因及其品质保障

滨州筛网凭借耐用性、适配性等优势,在矿业、砂石、化工等行业广泛应用。优质筛网的诞生并非简单加工,而是涵盖 “原材料筛选 - 核心工艺加工 - 成品检测 - 定制适配” 的全流程管控。本文将深入揭秘滨州筛网(以锰钢筛网、聚氨酯筛网为例)的生产流程,结合型号参数对比、价格构成、安装说明及实际案例,解析优质筛网的制造逻辑,为行业从业者提供参考。
一、滨州筛网生产核心流程:从原料到成品的全链条管控
滨州筛网生产需经过 “原材料精选、预处理、成型加工、表面强化、成品检测、定制适配” 六大核心环节,每个环节均有严格标准,确保最终产品符合行业需求。
(一)环节 1:原材料精选 —— 优质筛网的基础保障
原材料品质直接决定筛网性能,滨州筛网生产企业对原料筛选有明确标准,不同类型筛网的原料要求差异显著:

筛网类型 | 核心原材料 | 原料标准 | 检测指标 | 采购渠道 |
锰钢筛网 | 65Mn 钢丝、高锰钢坯料 | 65Mn 含锰量 1.0%-1.4%,抗拉强度≥980MPa;高锰钢含锰量 11%-14%,冲击韧性≥150J/cm² | 成分检测(光谱分析)、力学性能测试(拉伸、冲击试验) | 国内大型钢铁企业(如宝钢、鞍钢),每批次提供质量证明书 |
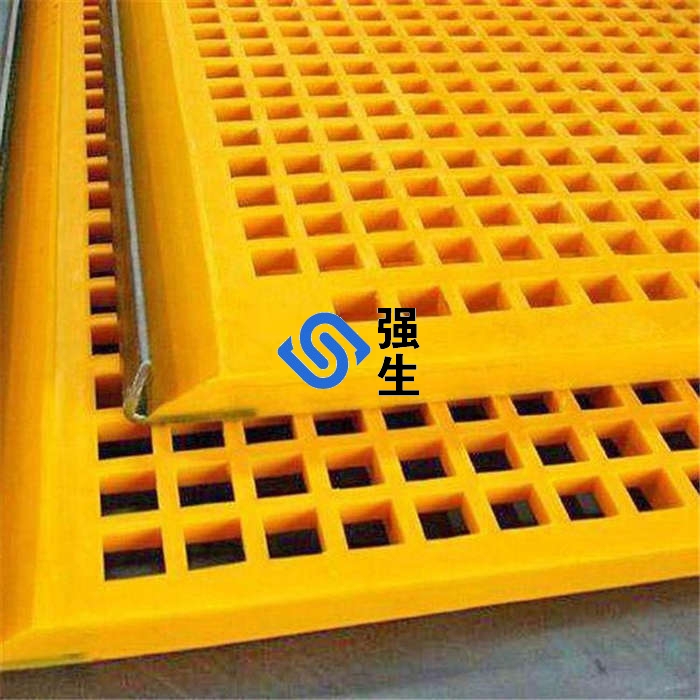
聚氨酯筛网 | 聚醚多元醇、异氰酸酯、耐磨颗粒(碳化硅 / 氧化铝) | 聚醚多元醇羟值误差≤±5mgKOH/g;异氰酸酯 NCO 含量≥29.5%;碳化硅颗粒粒径 5-10μm,纯度≥98% | 羟值检测、NCO 含量测定、颗粒粒径分布(激光粒度仪) | 化工企业(如万华化学、巴斯夫),每批次抽样检测 |
不锈钢筛网 | 304/316L 不锈钢丝 | 304 不锈钢含铬≥18%、镍≥8%;316L 含钼≥2%,耐盐雾测试 48 小时无腐蚀 | 成分分析(ICP-MS)、耐腐蚀性测试 | 不锈钢生产企业(如太钢、张浦),提供材质报告 |
原料筛选要点:
• 锰钢原料需通过 “光谱分析仪” 检测成分,避免含硫量过高(≤0.05%)导致脆性增加;
• 聚氨酯原料需进行 “预聚反应测试”,确保聚合度达标(分子量分布 1.5-2.0),避免后续成型开裂;
• 所有原料需存储在恒温(20-25℃)、干燥环境中,锰钢原料防潮防锈,聚氨酯原料防高温变质。
(二)环节 2:原材料预处理 —— 提升加工适配性
预处理环节旨在优化原料性能,为后续成型加工奠定基础,不同原料的预处理工艺差异较大:
1. 锰钢原料预处理

• 钢丝拉拔:将锰钢坯料通过拉丝机拉拔至目标丝径(如 MG1236 需 6mm 丝径),拉拔过程中采用 “多道次渐进拉拔”,每道次变形率控制在 15%-20%,避免钢丝断裂;拉拔后进行 “去应力退火”(温度 650-700℃,保温 2 小时),消除内应力,提升钢丝韧性。
• 坯料裁剪:对于高锰钢筛网的支撑框架,将高锰钢坯料裁剪成目标尺寸(如 2.4×3.6m),裁剪精度误差≤±1mm,采用数控裁剪机确保切口平整,避免后续焊接应力集中。
2. 聚氨酯原料预处理
• 原料混合:按配方比例(如聚醚多元醇:异氰酸酯:碳化硅 = 100:50:30)将原料加入高速混合机,转速 1500-2000r/min,混合时间 5-8 分钟,确保耐磨颗粒均匀分散(分散度≥95%),避免局部颗粒团聚影响耐磨性。
• 预聚体制备:将混合原料注入反应釜,在 80-85℃下反应 2-3 小时,制备聚氨酯预聚体,检测预聚体粘度(25℃时 1500-2000mPa・s),粘度超标需调整反应温度或时间。
(三)环节 3:核心成型加工 —— 决定筛网结构与精度
成型加工是筛网生产的关键环节,不同类型筛网采用差异化工艺,确保孔型、尺寸精度达标:
1. 锰钢筛网成型工艺(以编织筛网为例)
• 编织加工:采用全自动轧花编织机,根据孔型要求(如 MG1236 为 12×12mm 方孔)调整编织参数,经线、纬线间距误差≤±0.2mm;编织过程中实时监控网面平整度,每 10 米抽样检测,平整度误差≤1mm/m。
• 焊接加固:对于大型锰钢筛网(如 MG3070,30×30mm 孔),在网面边缘焊接支撑框架,采用二氧化碳气体保护焊,焊接电流 180-220A,焊接电压 22-24V,确保焊缝强度≥母材强度的 80%,焊后进行 “去焊渣” 和 “探伤检测”(超声波探伤,缺陷检出率≥98%)。
2. 聚氨酯筛网成型工艺(以模压成型为例)
• 模具准备:根据型号参数(如 PU0824 为 8×8mm 孔)制作模具,模具精度误差≤±0.1mm,表面进行抛光处理(粗糙度 Ra≤0.8μm),避免筛网表面粘模;模具预热至 50-60℃,喷涂脱模剂(聚四氟乙烯类),确保脱模顺畅。
• 模压成型:将聚氨酯预聚体注入模具,合模后施加压力 15-20MPa,在 120-125℃下保温 15-20 分钟,进行固化成型;脱模后修剪毛边,毛边宽度≤0.5mm,确保孔型完整,无缺角或变形。
3. 不锈钢筛网成型工艺(以冲孔筛网为例)
• 冲孔加工:采用数控冲孔机,根据孔型(如圆形、方形)调整冲头参数,冲孔速度 30-50 次 / 分钟,孔位精度误差≤±0.1mm;冲孔后进行 “去毛刺” 处理,采用喷砂工艺(压力 0.3-0.4MPa)去除孔边毛刺,避免使用时划伤物料。
(四)环节 4:表面强化处理 —— 提升耐用性与适配性
表面处理可增强筛网的耐磨、耐腐、防堵性能,不同类型筛网的处理工艺不同:
1. 锰钢筛网表面处理
• 酸洗磷化:将编织完成的锰钢筛网放入酸洗槽(盐酸浓度 15%-20%),温度 40-50℃,浸泡 30-40 分钟,去除表面氧化皮;随后转入磷化槽(磷化液浓度 8%-10%),温度 50-60℃,浸泡 20-25 分钟,形成磷化膜(厚度 5-8μm),提升防锈能力和后续涂层附着力。
• 耐磨涂层喷涂:对于高硬物料筛分的锰钢筛网(如 MG3070),喷涂碳化钨涂层(厚度 10-15μm),采用超音速火焰喷涂技术,涂层硬度≥HV1200,耐磨性能提升 50%,喷涂后进行 “涂层结合力测试”(划格法,结合力≥5MPa)。
2. 聚氨酯筛网表面处理
• 防黏涂层喷涂:对于高含泥物料适配的聚氨酯筛网(如 PU0824),喷涂聚四氟乙烯防黏涂层(厚度 5-8μm),温度 180-200℃下固化 30 分钟,表面摩擦系数从 0.5 降至 0.2,减少泥土黏附;涂层干燥后进行 “附着力测试”(胶带测试,无涂层脱落)。
• 抗老化处理:在聚氨酯筛网表面喷涂抗紫外线吸收剂(浓度 3%-5%),提升露天使用场景下的抗老化性能,延长寿命 20%。
(五)环节 5:成品检测 —— 确保品质达标
滨州筛网生产企业建立严格的成品检测体系,从尺寸、性能到外观进行全项检测,不合格产品严禁出厂:

检测项目 | 检测方法 | 合格标准 | 检测设备 |
尺寸精度 | 卷尺、游标卡尺、平整度检测仪 | 网面尺寸误差≤±2mm,孔型误差≤±0.2mm,平整度误差≤1mm/m | 数显游标卡尺(精度 0.01mm)、激光平整度仪 |
力学性能 | 拉伸试验、冲击试验、耐磨试验 | 锰钢筛网抗拉强度≥980MPa,聚氨酯筛网撕裂强度≥80kN/m,耐磨试验(ASTM D4060)磨耗量≤50mg/1000 次 | 万能材料试验机、耐磨试验机 |
耐腐蚀性 | 盐雾测试(中性盐雾,5% NaCl 溶液) | 锰钢筛网 48 小时无明显锈蚀,不锈钢筛网 72 小时无腐蚀 | 盐雾试验箱 |
外观质量 | 目视检查、放大镜(10 倍) | 无断丝、缺孔、涂层脱落,毛边≤0.5mm | 目视、10 倍放大镜 |
筛分效率 | 模拟工况测试(物料粒度、含泥量按实际工况) | 筛分效率≥90%,堵孔率≤8%(锰钢筛网)、≤5%(聚氨酯筛网) | 小型振动筛试验台 |
检测流程:每批次随机抽取 3% 的成品进行全项检测,若某一项不合格,加倍抽样检测;仍不合格则判定该批次不合格,需返工或销毁。
(六)环节 6:定制适配 —— 满足特殊工况需求
针对矿山、化工等行业的特殊需求,滨州筛网企业提供定制化服务,流程如下:
1. 工况调研:技术人员实地考察用户现场,记录物料特性(硬度、粒度、含泥量)、设备参数(振动筛型号、频率、处理量)、安装空间(尺寸、环境温度);
2. 方案设计:根据调研数据设计定制方案,如针对含硫矿山的锰钢筛网,采用不锈钢骨架 + 耐酸涂层;针对高频振动筛的聚氨酯筛网,增厚网边提升抗疲劳性能;
3. 样品试制:制作 1-2 块样品,进行模拟工况测试,调整参数(如孔型、材质厚度)至满足需求;
4. 批量生产:样品确认后,按定制方案批量生产,生产过程中增加 3 次关键工序检测(原料混合、成型、表面处理);
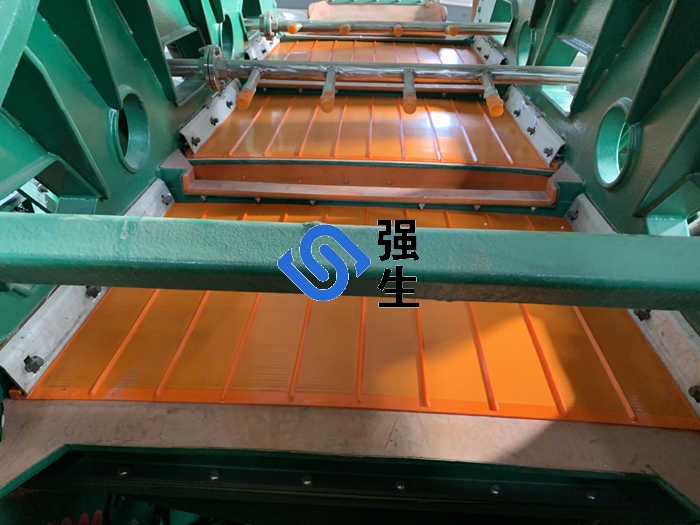
5. 现场安装指导:派技术人员到现场指导安装,确保适配设备,测试筛分效果。
二、滨州筛网型号规格参数对比与价格构成
优质筛网的价格与生产流程中的原料成本、工艺复杂度、检测投入密切相关,以下为常见型号参数对比及价格解析:
(一)主流型号参数对比

筛网类型 | 型号 | 核心参数 | 适用场景 | 生产周期(常规款 / 定制款) |
锰钢筛网 | MG1236 | 孔型 12×12mm,丝径 6mm,材质 65Mn,开孔率 40%,单位重量 10.5kg/㎡ | 砂石厂中筛(5-20mm)、小型矿山初步筛分 | 5-7 天 / 10-15 天 |
锰钢筛网 | MG3070 | 孔型 30×30mm,丝径 12mm,材质高锰钢,开孔率 25%,单位重量 30.1kg/㎡ | 大型矿山粗筛(20-50mm)、冶金行业筛分 | 7-10 天 / 15-20 天 |
聚氨酯筛网 | PU0824 | 孔型 8×8mm,硬度 85-90 邵氏 A,开孔率 45%,单位重量 6.2kg/㎡,防黏涂层 | 尾矿回收(0.15-5mm)、高含泥物料筛分 | 7-10 天 / 12-18 天 |
聚氨酯筛网 | PU2548 | 孔型 25×25mm,硬度 95-100 邵氏 A,开孔率 35%,单位重量 12.3kg/㎡,耐磨颗粒 30% | 矿山二次筛分(5-30mm)、机制砂分级 | 10-12 天 / 15-20 天 |
不锈钢筛网 | SS304-10 | 孔型 10×10mm,丝径 3mm,材质 304 不锈钢,开孔率 42%,单位重量 8.5kg/㎡ | 化工颗粒分级、食品级筛选 | 8-10 天 / 15-20 天 |
(二)价格构成与区间
滨州筛网价格由 “原料成本(40%-50%)+ 加工成本(25%-35%)+ 检测成本(5%-8%)+ 利润(10%-15%)” 构成,不同型号价格区间及影响因素如下:

筛网类型 | 型号 | 价格区间(元 /㎡) | 价格影响因素 |
锰钢筛网 | MG1236 | 80-120 | 65Mn 原料成本较低(约 4000 元 / 吨),编织工艺简单,检测项目常规 |
锰钢筛网 | MG3070 | 180-250 | 高锰钢原料成本高(约 8000 元 / 吨),焊接工艺复杂,需喷涂耐磨涂层,检测增加涂层性能测试 |
聚氨酯筛网 | PU0824 | 100-150 | 聚醚多元醇成本中等(约 15 元 /kg),防黏涂层增加 10-15 元 /㎡成本,检测含防黏性能测试 |
聚氨酯筛网 | PU2548 | 150-220 | 高硬度聚氨酯配方成本高(比 PU0824 高 20%),30% 碳化硅颗粒增加 20-30 元 /㎡成本 |
不锈钢筛网 | SS304-10 | 180-240 | 304 不锈钢丝成本高(约 20 元 /kg),冲孔工艺精度要求高,检测增加耐腐蚀性测试 |
价格波动因素:
• 原料价格:锰钢价格每上涨 1000 元 / 吨,锰钢筛网价格上涨 15-20 元 /㎡;聚氨酯原料价格每上涨 5 元 /kg,聚氨酯筛网价格上涨 8-12 元 /㎡;
• 定制需求:特殊孔型(如梯形孔)增加 10%-15% 成本,耐酸 / 耐腐定制增加 20%-30% 成本;
• 采购量:采购量>1000㎡,常规款可享 90-95 折优惠,定制款可享 92-97 折优惠。
三、滨州筛网安装说明:适配生产流程的安装规范
优质筛网需配合正确安装才能发挥性能,安装流程需结合筛网类型与设备特性,以下为通用安装指南及注意事项:
(一)通用安装流程

1. 前期准备:
◦ 设备检查:清理振动筛 / 筛框表面杂物,检查筛框平整度(误差≤2mm),修复变形或损坏部位;
◦ 工具与配件:准备匹配规格的螺栓(如锰钢筛网用 M12 不锈钢螺栓,聚氨酯筛网用 M8 螺栓)、密封胶条(厚度 5mm,耐老化材质)、扭矩扳手(精度 ±5%)、水平仪(精度 0.02mm/m)。
1. 筛网安装:
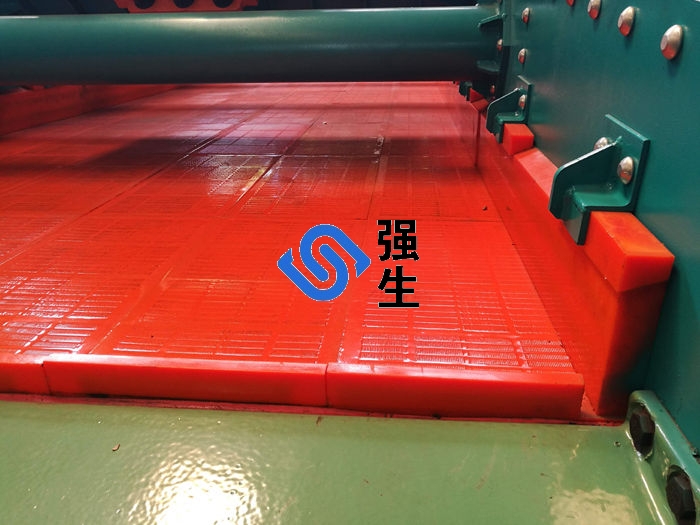
◦ 锰钢筛网:2-3 人协作平铺筛网,对齐筛框边缘,先固定四角螺栓(扭矩 8-10N・m),再按 “中间到两端” 顺序拧紧螺栓(间距 100-150mm),确保网面张紧度 50-60N/cm;安装后用水平仪检测平整度,误差≤1mm/m。
◦ 聚氨酯筛网:因材质较软,需先在筛框边缘粘贴密封胶条,再平铺筛网,避免过度拉伸(拉伸量≤3%),螺栓扭矩 5-8N・m,防止网面变形;安装后空载运行 5 分钟,观察
若以上材料没有解决您的问题,不妨阅读以下文章或许对您有所帮助:

管理员
该内容暂无评论