

摘要:探讨了滨州矿山筛网的性能及其在不同工况中的适用性,重点对比了淬火焊接筛网与锰钢筛网的特点。淬火焊接筛网适用于中低冲击场景,具有高精度和长寿命优势;锰钢筛网则适合高冲击场景,耐磨且抗冲击。文章强调精准选型的重要性,需结合物料特性和成本预算


在矿山破碎筛分环节,筛网作为核心易损件,其性能直接影响生产效率与运营成本。源头矿山厂家直供模式下,淬火焊接筛网与锰钢筛网凭借不同的材质特性与加工工艺,适配不同的矿山工况。淬火焊接筛网以“高强度、抗裂性”为亮点,锰钢筛网则以“高韧性、耐磨通用”著称。本文结合金矿、铁矿、石灰石矿等不同场景的实测数据,从规格参数、性能差异、应用效果等维度进行全面解析,助力矿山企业根据自身工况精准选型。
一、核心差异:材质与工艺决定性能边界
淬火焊接筛网与锰钢筛网的本质区别,源于材质成分与加工工艺的差异。锰钢筛网以高锰钢(ZGMn13)为基础,依赖“加工硬化”特性提升耐磨性;淬火焊接筛网则以低碳钢或合金钢为基材,通过“焊接成型+整体淬火”工艺,实现强度与韧性的平衡。这种差异直接导致二者在耐磨机制、适用工况上形成鲜明区分。
淬火焊接筛网与锰钢筛网核心特性对比
对比维度 | 淬火焊接筛网 | 锰钢筛网 |
核心材质 | Q345B合金钢/45号钢,经焊接后整体淬火处理 | ZGMn13高锰钢(含锰量11%-14%),部分为ZGMn18高碳高锰钢 |
加工工艺 | 钢筋截段→焊接成型→整体淬火(淬火温度850-900℃)→回火处理 | 钢板裁切→冲孔/编织→固溶处理(消除内应力)→自然时效 |
耐磨机制 | 基材本身硬度高(HRC45-55),依赖淬火层耐磨,无明显加工硬化效应 | 初始硬度低(HRC18-22),受冲击后表面形成硬化层(HRC50以上),越用越耐磨 |
力学性能 | 抗拉强度≥800MPa,伸长率≥12%,抗裂性强 | 抗拉强度≥780MPa,伸长率≥20%,韧性优异,抗冲击性强 |
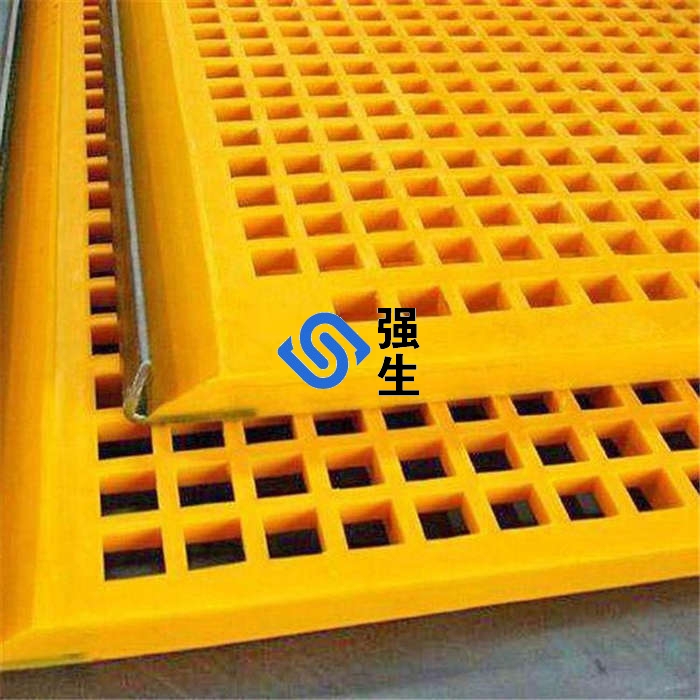
适用物料特性 | 中低冲击、高硬度物料(如石灰石、花岗岩) | 高冲击、大颗粒物料(如铁矿石、金矿原矿) |
某石灰石矿的实测显示:用淬火焊接筛网处理粒径50-100mm的石灰石,筛网表面无明显变形;换用锰钢筛网后,因物料冲击小,硬化层难以形成,筛网磨损速度比淬火焊接筛网快30%。而在铁矿场景中,锰钢筛网受大颗粒冲击后表面硬化,使用寿命比淬火焊接筛网长50%以上,充分体现了“工况适配”的重要性。
二、规格参数实测:数据见证性能差异
源头厂家直供的筛网规格丰富,不同孔径、丝径的产品在处理量、使用寿命上差异显著。以下梳理两类筛网的主流规格参数,结合矿山实测数据,为选型提供量化依据。

淬火焊接筛网与锰钢筛网主流规格参数对比表
参数类别 | 淬火焊接筛网(主流规格) | 锰钢筛网(主流规格) |
常用规格(孔径×丝径,mm) | 10×3、15×4、20×5、30×6、50×8 | 8×2.5、12×3.5、20×5、40×7、60×10 |
筛网尺寸(长×宽,mm) | 1200×2400、1500×3000、1800×3600(可定制) | 1200×2400、1500×3000、2000×4000(可定制) |
表面硬度(HRC) | 45-55(淬火层深度0.8-1.2mm) | 初始18-22,冲击后表面50-55 |
单网重量(kg/㎡) | 8-25(随丝径增加递增) | 6-30(随丝径增加递增) |
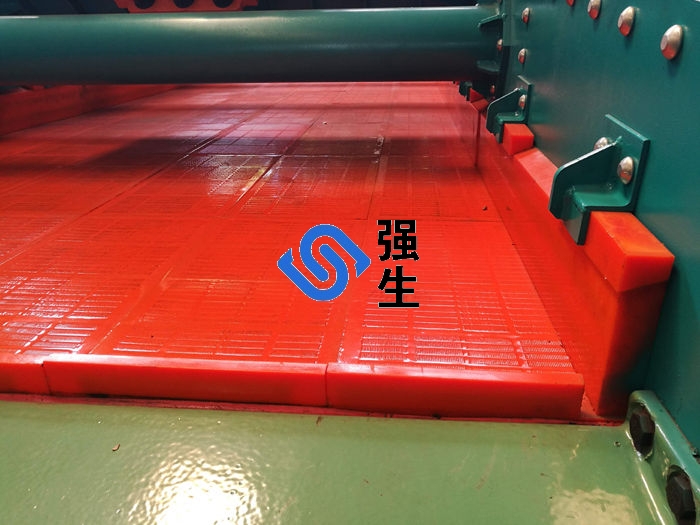
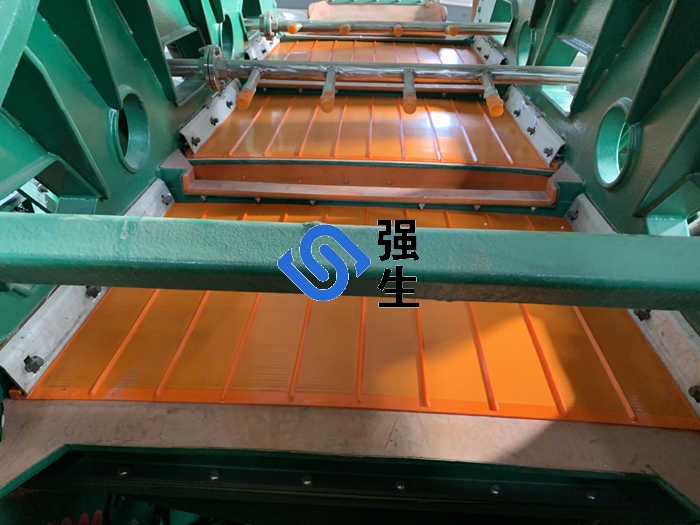
适用筛分机类型 | 圆振动筛、直线振动筛(中低频率50-60Hz) | 重型振动筛、概率筛(高频率60-70Hz) |
处理量适配(t/h) | 50-300(对应孔径10-50mm) | 80-500(对应孔径8-60mm) |
参考价格(元/㎡) | 180-450(随丝径与材质递增) | 150-420(随丝径与锰含量递增) |
接头方式 | 螺栓连接(可拆卸,重复利用边框) | 挂钩连接/螺栓连接(挂钩式安装更便捷) |
参数对比关键结论:1. 小孔径(<15mm)场景中,淬火焊接筛网因丝径更均匀,筛分精度比锰钢筛网高5%-8%;2. 大孔径(>40mm)、高冲击场景中,锰钢筛网的抗变形能力更优,不易出现筛网撕裂;3. 单位面积价格相近,但使用寿命差异导致“吨矿筛网成本”不同,需结合工况计算。

三、应用案例:不同矿山工况下的真实表现
理论参数需结合实际工况验证。以下选取金矿、铁矿、石灰石矿3类典型矿山案例,从使用寿命、运营成本、适配性等维度,展现两类筛网的真实应用效果,数据均来自源头厂家直供后的现场实测。
淬火焊接筛网与锰钢筛网矿山应用案例对比表
案例维度 | 案例1:石灰石矿(中低冲击) | 案例2:铁矿(高冲击大颗粒) | 案例3:金矿(细颗粒筛分) |
矿山工况 | 石灰石破碎筛分,物料粒径20-80mm,硬度6-7级,日处理量1500吨,振动筛频率55Hz | 铁矿原矿筛分,物料粒径50-150mm,含大量棱角颗粒,日处理量2000吨,振动筛频率65Hz | 金矿浮选前筛分,物料粒径5-20mm,要求筛分精度高,日处理量800吨,振动筛频率50Hz |
选用筛网类型及规格 | 淬火焊接筛网(30×6mm);锰钢筛网(30×6mm) | 淬火焊接筛网(50×8mm);锰钢筛网(50×8mm) | 淬火焊接筛网(10×3mm);锰钢筛网(10×2.5mm) |
核心运行数据 | 淬火网:使用寿命90天,筛分效率92%,吨矿筛网成本0.32元;锰钢网:使用寿命60天,筛分效率90%,吨矿筛网成本0.48元 | 淬火网:使用寿命35天,出现3处撕裂,筛分效率85%;锰钢网:使用寿命80天,无撕裂,筛分效率93%,吨矿筛网成本0.55元 | 淬火网:使用寿命75天,筛分精度95%,细颗粒流失率3%;锰钢网:使用寿命65天,筛分精度88%,细颗粒流失率8% |
采购与运维成本 | 淬火网:单价320元/㎡,单台筛机需3㎡,月均更换1次,月成本960元;锰钢网:单价300元/㎡,月均更换1.5次,月成本1350元 | 淬火网:单价450元/㎡,月均更换2.3次,月成本3105元;锰钢网:单价420元/㎡,月均更换1次,月成本1260元 | 淬火网:单价180元/㎡,月均更换1.1次,月成本594元;锰钢网:单价150元/㎡,月均更换1.3次,月成本585元,但细颗粒流失导致月损失约8000元 |
适配性结论 | 淬火焊接筛网更适配,月节省成本390元,筛分效率更优 | 锰钢筛网更适配,月节省成本1845元,抗冲击与寿命优势明显 | 淬火焊接筛网更适配,虽筛网成本相近,但减少细颗粒流失带来显著收益 |
案例总结:石灰石矿等中低冲击工况,淬火焊接筛网的“高硬度+长寿命”优势凸显;铁矿等高冲击工况,锰钢筛网的“加工硬化+抗冲击”特性更具价值;金矿等细颗粒筛分场景,淬火焊接筛网的“筛分精度”成为核心竞争力。

四、优缺点全面解析:精准匹配需求
结合参数与案例,淬火焊接筛网与锰钢筛网各有明确的优势与局限,不存在“绝对最优”,只有“相对适配”。以下从使用性能、成本控制、运维便捷性等维度,全面解析二者的优缺点。
1. 淬火焊接筛网:优势与局限
核心优势
• 硬度高,耐磨稳定:淬火处理后表面硬度达HRC45-55,在中低冲击工况下,磨损速度比未淬火筛网慢40%-60%,使用寿命稳定,便于制定采购计划
• 筛分精度高:焊接成型的筛网孔径均匀,丝径误差≤0.2mm,比编织或冲孔的锰钢筛网精度高5%-10%,适合对筛分精度要求高的场景
• 抗裂性好:整体淬火工艺消除了焊接应力,在振动筛分过程中不易出现焊缝开裂,边框可重复利用,降低耗材成本
• 适配小颗粒物料:小孔径(5-20mm)规格中,丝径强度足,不易因细颗粒摩擦导致丝径变细,筛分稳定性优于锰钢筛网
主要局限
• 抗冲击性差:硬度高导致韧性相对不足,在大颗粒(>100mm)、高冲击工况下,易出现筛网撕裂,使用寿命大幅缩短
• 不适配无冲击场景:无冲击时无法通过“加工硬化”提升性能,耐磨优势难以发挥,反而因成本略高失去竞争力
• 大孔径规格灵活性低:孔径>50mm时,焊接结构的稳定性下降,需增加丝径,导致筛网重量增加,能耗上升
2. 锰钢筛网:优势与局限
核心优势
• 抗冲击性优异:高锰钢韧性强,伸长率≥20%,在大颗粒冲击下不易变形撕裂,适合矿山粗破筛分环节
• 越用越耐磨:受冲击后表面形成硬化层,硬度从HRC18-22提升至50以上,使用寿命随使用时间延长而相对稳定(初期磨损略快)
• 大孔径规格成本优:孔径>40mm时,锰钢筛网的加工难度低于淬火焊接筛网,单价低10%-15%,适合重型筛分场景
• 安装便捷:挂钩式连接设计,更换时间比螺栓连接的淬火焊接筛网缩短30%,减少停机时间

主要局限
• 筛分精度有限:冲孔或编织工艺导致孔径误差较大(≤0.5mm),细颗粒筛分场景中易出现漏料或堵孔
• 初期磨损快:未形成硬化层前,表面硬度低,前10天磨损速度比淬火焊接筛网快50%,需注意初期工况监测
• 易受物料特性影响:在无冲击、低硬度物料场景中,硬化层无法形成,使用寿命仅为淬火焊接筛网的50%-60%
五、源头采购与选型指南:避开误区,提升效益
源头矿山厂家直供模式下,采购者可直接对接生产环节,获得更适配的产品与透明的价格,但需避开“只看价格”“规格错配”等误区。结合前文分析,梳理以下实用指南。
1. 源头采购避坑要点
(1)核查材质真伪,拒绝“以次充好”
市场上部分“高锰钢筛网”实际含锰量仅8%-10%,远低于ZGMn13的标准;淬火焊接筛网则存在“局部淬火”替代“整体淬火”的情况。采购时需:
• 要求提供材质检测报告(锰钢筛网含锰量、淬火网硬度值);
• 抽样检测:锰钢筛网可通过磁铁测试(弱磁性,区别于普通碳钢的强磁性),淬火网可通过硬度计现场检测(HRC≥45);
• 确认焊接质量:淬火焊接筛网需检查焊缝是否饱满,无虚焊、漏焊(虚焊处易开裂)。
(2)精准沟通工况,定制适配规格
源头厂家支持定制,采购时需明确告知以下工况信息,避免规格错配:
1. 物料特性:硬度(莫氏硬度)、粒径范围、冲击强度(可描述为“粗破后”“细破后”);
2. 筛分机参数:类型(圆振动筛/直线筛)、频率、筛面尺寸;
3. 核心需求:优先考虑寿命、精度还是成本,便于厂家推荐适配产品。
2. 科学选型三步法
第一步:按冲击强度定类型
• 高冲击(粗破后、粒径>80mm、棱角多):优先选锰钢筛网;
• 中低冲击(细破后、粒径<50mm):优先选淬火焊接筛网;
• 不确定冲击强度:可要求厂家提供样品,进行72小时现场试机,根据磨损情况判断。
第二步:按孔径规格定参数
• 小孔径(5-20mm,细颗粒筛分):选淬火焊接筛网(丝径≥3mm,确保强度);
• 中孔径(20-50mm,常规筛分):两类均可,结合冲击强度选择;
• 大孔径(>50mm,粗破筛分):选锰钢筛网(丝径≥7mm,抗冲击)。
第三步:按成本模型算收益
选型需综合“采购成本+运维成本+收益损失”,而非仅看单价。例如:金矿细颗粒筛分场景,淬火焊接筛网比锰钢筛网单价高20元/㎡,但减少的金颗粒流失损失是筛网成本的10倍以上,显然淬火焊接筛网更具性价比。
3. 运维技巧:延长筛网寿命
• 淬火焊接筛网:避免筛分粒径>孔径2倍的物料(易导致筛网变形),定期清理筛网表面残留物料,防止堵塞;
• 锰钢筛网:初期(前10天)可适当降低进料量,促进硬化层形成,定期检查挂钩连接,避免松动导致的异常磨损;
• 通用技巧:控制筛分机振幅在3-8mm(过大易加剧磨损),进料均匀度提升20%,可延长筛网寿命15%-20%。

若以上材料没有解决您的问题,不妨阅读以下文章或许对您有所帮助:










管理员
该内容暂无评论