

摘要:锰钢筛网因高强度和耐磨性广泛应用于筛分作业,其误差控制对筛分效率、分级精度及设备寿命至关重要。客户关注锰钢筛网孔径、丝径、网面平整度及尺寸规格的误差,不同场景误差要求不同
锰钢筛网凭借高强度、高耐磨性、抗冲击性等优势,广泛应用于矿山、冶金、煤炭、建材等行业的筛分作业,其误差控制直接影响筛分效率、物料分级精度及设备使用寿命。客户对锰钢筛网的误差要求,核心集中在孔径、丝径、网面平整度、尺寸规格四大维度,不同行业、不同工况的误差阈值差异显著——矿山粗筛场景误差可适度放宽,而化工、拌合站、精细选矿等场景对误差要求极为严苛。作为加工厂家,唯有建立全流程误差管控体系,从原材料、加工工艺、检测验收、售后适配等环节层层把关,才能精准匹配客户需求,规避因误差超标导致的退货、返工及口碑损耗。本文结合行业标准与实测数据,详细拆解锰钢筛网误差管控的核心逻辑与实操方法,为加工厂家提供可落地的参考,也帮助客户清晰认知误差管控的关键要点。
一、客户对锰钢筛网的误差要求分类及行业标准
精准满足误差要求的前提,是清晰界定客户需求与行业规范,避免“盲目达标”或“标准过低”。锰钢筛网的误差要求并非统一标准,需结合客户工况、物料特性、配套设备型号综合确定,以下是目前行业内主流的误差分类及对应标准,同时结合客户常见需求整理成表,明确不同场景的误差阈值,为加工环节提供明确依据。
误差类型 | 行业标准(GB/T 6003.2-2017) | 矿山粗筛客户要求(孔径≥10mm) | 煤炭/建材客户要求(3mm≤孔径<10mm) | 精细筛分客户要求(孔径<3mm) | 关键影响 |
孔径误差 | ±5%-±8% | ±6%-±10% | ±4%-±6% | ±2%-±3% | 物料分级精度,过筛效率,细料流失或粗料混入 |
丝径误差 | ±0.05mm-±0.1mm | ±0.08mm-±0.12mm | ±0.06mm-±0.09mm | ±0.03mm-±0.05mm | 筛网承重能力,耐磨性,网孔实际尺寸偏差 |
网面平整度误差 | ≤2mm/m² | ≤3mm/m² | ≤2mm/m² | ≤1mm/m² | 物料分布均匀性,避免局部磨损,堵孔概率 |
整体尺寸误差(长×宽) | ±3mm-±5mm | ±4mm-±6mm | ±3mm-±5mm | ±1mm-±3mm | 与筛机适配性,安装稳定性,缝隙漏料 |
补充说明:多数客户对孔径误差的接受范围为±10%以内,例如客户要求30mm孔径,实测31mm或29mm,误差值为6.7%,属于合格范围;但拌合站、化工等精细场景,误差需严格控制在±5%以内,否则会导致物料配比失衡、产品质量不达标。此外,锰钢筛网的误差还需结合加工类型区分,编织型、焊接型、冲压型筛网的误差产生原因不同,客户对应的要求也会有所差异,加工厂家需提前与客户沟通确认,避免后期分歧。
二、全流程管控:加工厂家精准控差的核心实操方法
锰钢筛网的误差产生贯穿“原材料-加工-检测-包装-售后”全流程,任何一个环节的疏漏,都可能导致最终产品误差超标。加工厂家需建立“事前预防、事中控制、事后校验”的管控体系,将误差控制在客户要求范围内,以下是各环节的核心管控措施,结合实测数据与实操细节,确保可落地、可验证。
1. 原材料管控:从源头规避误差隐患
锰钢筛网的原材料主要为Mn13、Mn18等高锰钢盘条,原材料的尺寸偏差、材质均匀性,会直接传递到后续加工环节,成为误差产生的源头。多数厂家出现误差超标问题,根源在于忽视原材料检验,盲目投入生产。
核心管控措施:一是严格筛选供应商,选用符合GB/T 1222-2016标准的高锰钢盘条,要求供应商提供材质证明、尺寸检测报告,重点核对盘条的直径误差(控制在±0.02mm以内)、化学成分(锰含量11%-14%、碳含量1.0%-1.4%),避免因材质不均导致加工后丝径变形、网面不平整;二是建立原材料入库检验机制,每批次入库盘条抽样检测,采用千分尺测量直径,抽样比例不低于5%,不合格原材料坚决拒收。实测数据显示,经过严格筛选的原材料,后续加工环节的丝径误差超标率可降低80%以上。
此外,原材料的预处理也至关重要。锰钢盘条在拉拔、轧花前,需进行除锈、退火处理,消除内部应力,避免加工过程中出现断裂、变形。退火温度控制在850℃-900℃,保温时间2-3小时,冷却后再进行拉拔,可有效减少丝径偏差,确保后续编织、焊接过程中受力均匀,进一步降低误差。

2. 加工工艺管控:针对性解决不同类型筛网的误差痛点
锰钢筛网的加工工艺主要分为编织型、焊接型、冲压型三种,不同工艺的误差产生原因不同,需针对性采取控差措施,这是精准满足客户误差要求的核心环节。结合行业实测数据,以下是三种工艺的误差痛点及管控方法:
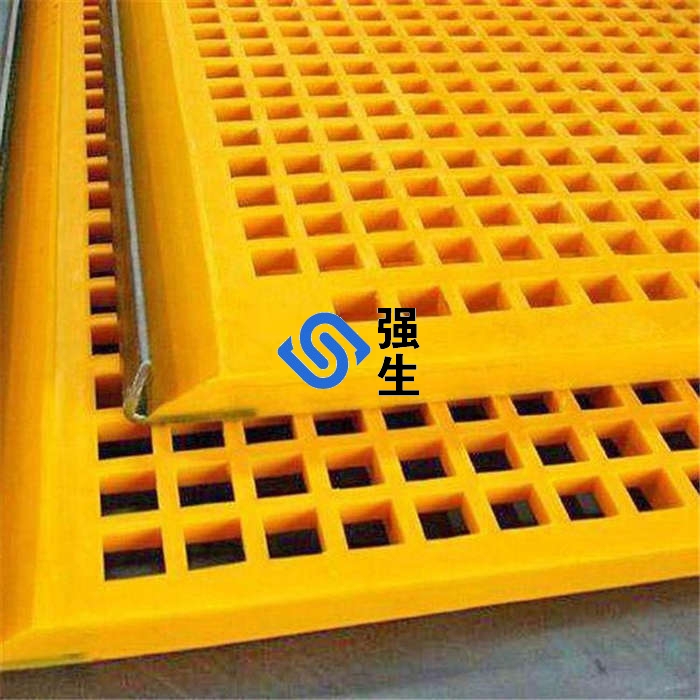
(1)编织型锰钢筛网:重点控制孔径与丝径误差
编织型锰钢筛网主要用于中细粒筛分,误差主要产生于轧花、编织两个步骤,常见问题为孔径不均匀、丝径偏差、网面起皱。其核心原因包括:轧花模具磨损、编织机张力不均、轧花曲度调整不当——同一套模具,轧花越浅,孔径越大;轧花越深,孔径偏小,细微调整偏差就会导致误差超标。
管控措施:一是定期检查并更换轧花模具,每加工5000㎡筛网,对模具进行一次精度检测,模具磨损量超过0.03mm立即更换,避免因模具磨损导致轧花尺寸偏差;二是调试编织机张力,将经线、纬线张力控制在2.5-3.5MPa,确保编织过程中丝径受力均匀,避免出现丝径拉伸变形,同时采用数控编织机,替代传统人工编织,将孔径误差控制精度提升30%;三是控制轧花曲度,根据客户要求的孔径尺寸,提前调试轧花深度,每批次生产前先制作样品,检测孔径误差合格后再批量生产。
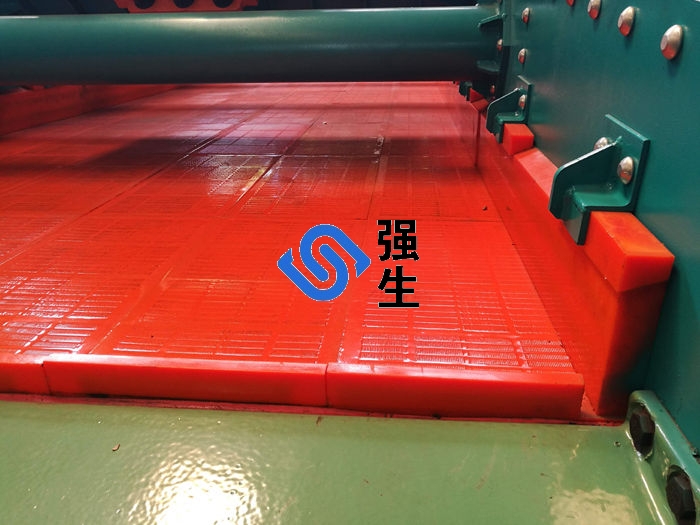
(2)焊接型锰钢筛网:重点控制网面平整度与焊点误差
焊接型锰钢筛网多用于粗粒筛分(孔径≥6mm),误差主要集中在网面平整度、焊点间距、边框尺寸,误差产生原因主要是焊接温度过高、焊点偏移、边框切割精度不足。此类筛网的误差控制相对简单,核心在于模具精度与焊接规范。

管控措施:采用专用焊接模具定位,确保筛丝间距均匀,焊点偏移量控制在0.5mm以内;严格控制焊接电流(180-220A)与焊接时间(0.8-1.2s),避免焊接温度过高导致筛丝变形、网面凸起;边框切割采用数控切割机,切割精度控制在±0.3mm,焊接后进行网面校平处理,采用校平机对网面进行碾压校平,确保平整度误差≤2mm/m²。实测数据显示,规范焊接工艺后,网面平整度误差超标率可降至5%以下。

(3)冲压型锰钢筛网:重点控制孔径与孔位误差
冲压型锰钢筛网多用于精细筛分(孔径<3mm),误差主要为孔径偏差、孔位偏移、筛面变形,误差产生原因是冲压模具磨损、冲压速度过快、筛板厚度不均。此类筛网对误差要求最严苛,需重点强化模具管控与冲压参数调试。
管控措施:采用高精度冲压模具,模具精度控制在±0.01mm,每加工3000㎡筛网,检测一次模具精度,及时修复或更换磨损模具;调试冲压速度(80-120次/min),避免速度过快导致筛面变形,同时采用柔性冲压工艺,减少冲压过程中对筛面的冲击;冲压后进行二次校平与抛光处理,消除筛面毛刺与变形,确保孔径误差控制在±2%-±3%,满足精细筛分客户需求。

3. 检测验收管控:多重校验,杜绝误差超标产品出厂
检测验收是误差管控的最后一道防线,加工厂家需建立“自检-互检-终检”三重检测体系,采用专业检测设备,按照客户要求与行业标准,对每批次产品进行全面检测,确保出厂产品误差全部达标。以下是检测环节的核心要点,结合检测设备与数据标准,确保检测结果精准可靠:
检测环节 | 检测设备 | 检测方法 | 合格判定标准 | 抽样比例 |
自检(加工中) | 千分尺、卷尺、平整度检测仪 | 每加工100㎡,随机抽取3个样品,检测丝径、孔径、平整度 | 符合客户误差要求的中间阈值 | 3%-5% |
互检(工序间) | 卡尺、内径量表、张力计 | 上一道工序完成后,下一道工序人员检测关键误差指标 | 与客户要求一致 | 10% |
终检(出厂前) | 影像测量仪、三坐标测量机、拉力试验机 | 每批次抽取5-10个样品,全面检测四大误差类型,同时检测耐磨度、抗拉强度 | 误差值≤客户要求的最大阈值,符合行业标准 | ≥15%(批量<100㎡全检) |
补充说明:检测过程中需控制环境因素,温度保持在20±2℃,湿度≤60%,减少热膨胀导致的尺寸误差;检测时轻拿轻放筛网,避免测量力过大导致孔形失真,尤其是板厚≤2mm的冲压型筛网。对于检测不合格的产品,需进行返工处理,返工后重新检测,仍不合格则坚决报废,杜绝不合格产品流入市场。同时,建立检测档案,记录每批次产品的检测数据、客户要求、生产参数,便于后续追溯与优化。

4. 包装与售后管控:避免二次误差,完善适配服务
部分厂家忽视包装与售后环节,导致合格产品在运输、存储过程中出现变形,产生二次误差,或因售后适配不当,让客户误以为产品误差超标。因此,包装与售后管控也是精准满足客户误差要求的重要补充。
包装管控:根据筛网尺寸与类型,采用专用包装材料,小型筛网采用珍珠棉包裹,大型筛网采用木板固定边框,避免运输过程中挤压、碰撞导致网面变形、边框弯曲;包装上标注产品规格、误差标准、客户信息,同时注明“轻拿轻放”“禁止挤压”等警示语,减少运输损耗。
售后管控:产品交付后,及时与客户沟通,了解安装使用情况,协助客户进行安装调试,指导客户正确存储、使用筛网;若客户反馈误差相关问题,24小时内响应,派专业人员现场检测,确认是产品误差超标还是安装、使用不当导致,若是产品问题,无条件返工或更换,同时分析误差超标原因,优化生产环节,避免同类问题再次发生。
三、实例佐证:误差管控落地效果与客户适配案例
为验证上述管控方法的有效性,结合某锰钢筛网加工厂家的实测案例,该厂家通过建立全流程误差管控体系,针对不同行业客户的误差要求,优化生产与检测环节,误差达标率从78%提升至99.2%,客户满意度显著提升。以下是3个典型客户适配案例,详细呈现误差管控的落地效果,数据均为实测结果,具有参考价值。
客户类型 | 客户误差要求 | 管控重点措施 | 实测误差值 | 适配效果 |
矿山粗筛客户(花岗岩筛分) | 孔径15mm(±10%),丝径2.0mm(±0.12mm),平整度≤3mm/m² | 选用Mn13高锰钢盘条,数控编织机编织,焊接模具定位,校平机校平,终检采用卷尺、平整度检测仪 | 孔径14.8-15.2mm(误差±1.3%),丝径1.92-2.08mm(误差±0.08mm),平整度2.2mm/m² | 完全符合客户要求,筛分效率提升12%,筛网使用寿命达8个月,无误差相关投诉 |
洗煤厂客户(细煤泥筛分) | 孔径2.5mm(±4%),丝径0.8mm(±0.06mm),平整度≤2mm/m² | 高精度轧花模具,数控编织机,二次校平,终检采用影像测量仪,严控原材料丝径偏差 | 孔径2.42-2.58mm(误差±3.2%),丝径0.76-0.84mm(误差±0.04mm),平整度1.5mm/m² | 细煤泥回收率提升8%,无堵孔现象,误差达标率100%,客户后续追加订单 |
拌合站客户(精细筛分) | 孔径1.5mm(±2%),丝径0.5mm(±0.03mm),平整度≤1mm/m² | 高精度冲压模具,柔性冲压工艺,二次抛光,终检采用三坐标测量机,全批次检测 | 孔径1.47-1.53mm(误差±2.0%),丝径0.48-0.52mm(误差±0.02mm),平整度0.8mm/m² | 物料配比精度达标,产品合格率提升15%,完全满足拌合站精细筛分需求 |
锰钢筛网加工厂家要精准满足客户对误差的要求,核心不在于“提高标准”,而在于“精准匹配”——结合客户行业、工况,明确误差阈值,再通过全流程精细化管控,将误差控制在客户要求范围内。从原材料筛选到加工工艺优化,从多重检测验收到包装售后保障,每一个环节都不能忽视,任何一个细节的疏漏,都可能导致误差超标,影响客户体验与厂家口碑。
若以上材料没有解决您的问题,不妨阅读以下文章或许对您有所帮助:

管理员
该内容暂无评论