

摘要:矿山洗砂机的聚氨酯筛网是筛分环节的关键部件,其寿命影响设备效率与成本。因维护不当导致过早损坏的筛网占比达60%,生产厂家告诉你主要问题为安装不当、清洁不及时和负载不均。通过规范流程和三级管理制度,可延长聚氨酯筛网寿命,降低更换频率和维护成本,实现设备效率稳定。

矿山洗砂机的聚氨酯筛网是筛分环节的核心部件,其使用寿命直接影响设备运行效率与生产成本。在实际生产中,聚氨酯筛网因维护不当导致的过早损坏占比达 60%,正常寿命本应在 800-1200 小时的筛网,部分企业仅能使用 400-600 小时。本文结合不同型号筛网的特性、实际维护案例及数据对比,系统总结维护要点,帮助矿山企业延长筛网寿命,降低更换频率。
一、了解聚氨酯筛网型号特性:维护的前提
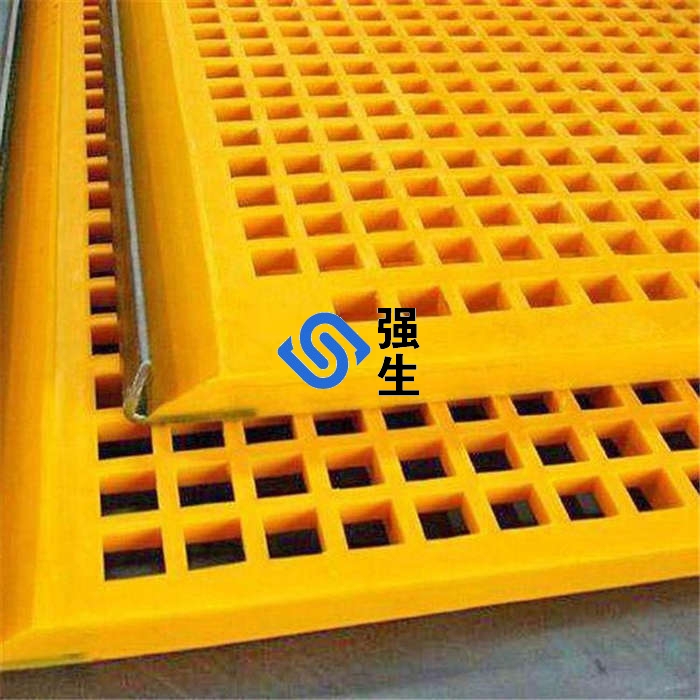
不同型号的聚氨酯筛网因材质、结构差异,维护重点不同。矿山洗砂机常用筛网型号及特性如下:

型号规格(网孔 × 厚度) | 材质组成 | 适配场景 | 正常寿命(小时) | 维护敏感点 |
0.5mm×5mm | 90% 聚氨酯 + 5% 碳化硅 | 细砂回收(0.1-1mm) | 800-1000 | 网孔易堵,需防细泥黏附 |
2mm×6mm | 85% 聚氨酯 + 8% 碳化硅 | 中砂筛分(1-3mm) | 1000-1200 | 边缘易磨损,需加固固定 |
5mm×8mm | 80% 聚氨酯 + 10% 碳化硅 | 粗砂处理(3-5mm) | 1200-1500 | 抗冲击性强,需防大块物料撞击 |
10mm×10mm | 75% 聚氨酯 + 12% 碳化硅 | 砾石筛分(5-10mm) | 1500-1800 | 筛网张力易衰减,需定期检查 |
特性解析:
• 网孔越小(如 0.5mm),对清洁度要求越高,细泥黏附会导致透筛效率下降 30% 以上;
• 厚度越大(如 10mm),抗冲击性越强,但重量增加会加剧振动负荷,需关注固定强度。
二、日常维护核心步骤:从安装到清洁的全流程管理
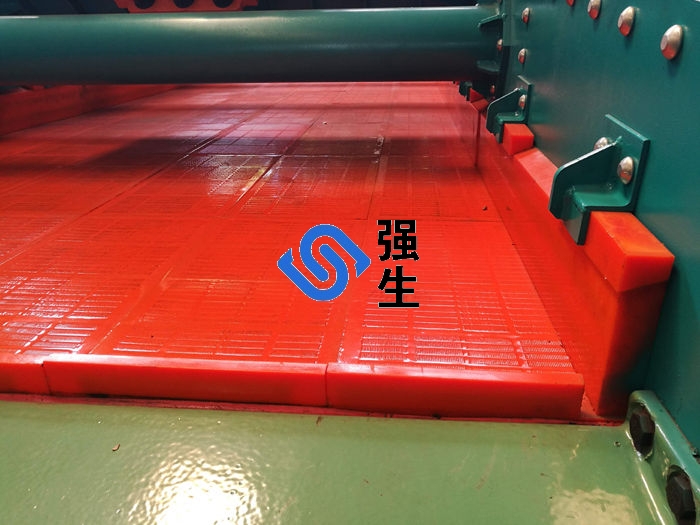
(一)安装环节:避免初期损伤
1. 尺寸匹配:
◦ 筛网外框与洗砂机筛框间隙需控制在 2-3mm(>5mm 会导致振动时摩擦磨损,<1mm 易卡滞);
◦ 螺栓固定时,采用对角均匀拧紧(扭矩 80-100N・m),避免局部应力过大导致筛网变形。
1. 预紧处理:
◦ 新筛网安装后,需空载运行 30 分钟(振幅 5-8mm),使筛网自然张紧;
◦ 停机后重新检查螺栓松紧度(通常会松动 10%-15%),二次加固。
案例:山西某洗砂厂安装 2mm×6mm 筛网时,间隙留至 6mm,运行 1 周后筛网边缘磨损 3mm,更换前寿命缩短至 600 小时(正常应为 1000 小时)。
(二)运行中监控:及时发现异常
1. 振动参数监测:
◦ 每日记录振动频率(应稳定在 1500-2000 次 / 分钟),偏差>10% 时需停机检查(可能因筛网松动导致);
◦ 监听运行声音,出现 “异响” 可能是筛网与硬物撞击(需排查进料中是否混入大块岩石)。
1. 堵孔率检查:
◦ 每 4 小时停机观察,0.5mm 网孔堵孔率>10%、5mm 网孔堵孔率>5% 时,需立即清理;
◦ 用手电筒照射筛网背面,透光率<80% 说明堵孔严重(正常应≥90%)。
(三)清洁维护:分型号制定方案

网孔规格 | 清洁方式 | 频率 | 注意事项 |
0.5mm | 高压水枪冲洗(0.3MPa) | 每班 1 次 | 水流与筛面成 45° 角,避免直射网孔边缘 |
2-5mm | 旋转毛刷 + 清水冲洗 | 每日 1 次 | 毛刷硬度≤邵氏 60A(避免划伤筛网) |
10mm | 压缩空气吹扫(0.6MPa) | 每 2 日 1 次 | 距离筛面 30cm 以上,防止冲击变形 |
数据对比:某厂对 0.5mm 筛网采用每日冲洗,堵孔率控制在 8%,寿命达 950 小时;另一厂每周冲洗,堵孔率 35%,寿命仅 580 小时。
三、常见故障处理:针对性解决磨损、撕裂、变形
(一)边缘磨损(占故障的 40%)
原因:筛网与筛框间隙过大、螺栓松动导致摩擦。
解决:
• 加装聚氨酯耐磨条(厚度 3mm)在接触边缘,每 3 个月更换一次;
• 改用防松螺母(比普通螺母寿命长 2 倍),每月检查扭矩。
效果:河南某矿采用耐磨条后,边缘磨损速度从 0.5mm / 周降至 0.1mm / 周,寿命延长 50%。
(二)局部撕裂(占故障的 30%)
原因:进料中混入尖锐硬物、筛网局部张力不足。
解决:
• 进料口加装格栅(孔径为筛网的 1.5 倍),拦截大块杂质;
• 撕裂处用聚氨酯胶水(强度≥10MPa)粘合,补贴同材质网片(面积为撕裂处的 3 倍)。
案例:云南某厂筛网被 15mm 碎石撕裂,及时修补后继续使用 300 小时(未修补则可能 1 周内完全破损)。
(三)网孔变形(占故障的 20%)
原因:长期高负荷运行、温度过高(>60℃)导致材质软化。
解决:
• 控制进料量(不超过设计值的 110%),避免过载;
• 夏季高温时,对筛网喷淋降温(水温≤30℃),每日 2 次。
数据:某厂夏季未降温,5mm 筛网网孔变形率达 15%(从 5mm 扩至 5.8mm),降温后变形率控制在 3% 以内。
四、延长寿命的进阶技巧:材质保护与工况优化
(一)材质养护:增强抗老化能力
• 每月涂抹聚氨酯专用养护剂(含抗氧成分),可延长抗紫外线老化寿命 30%;
• 停机超过 72 小时,需用防水布覆盖筛网(防止潮湿环境滋生霉菌,侵蚀材质)。
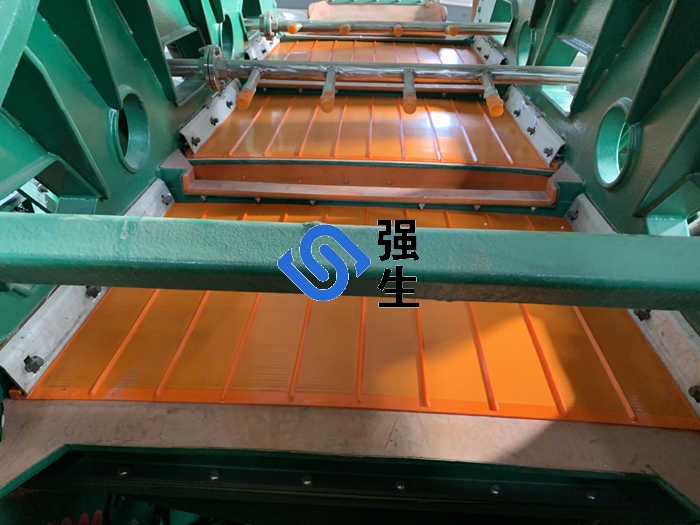
(二)工况调整:减少不必要损耗
1. 进料预处理:
◦ 高含泥量(>15%)物料需先脱泥(如添加絮凝剂),减少筛网黏附;
◦ 冬季温度<0℃时,对物料预热至 5-10℃(避免冻块划伤筛网)。
1. 负载均衡:
◦ 采用变频给料机,使进料量波动≤±5%(避免忽多忽少导致筛网受力不均);
◦ 多台洗砂机并联时,分配负荷偏差≤10%(防止单台过载)。
案例:内蒙古某厂冬季未预热,筛网被冻块撞击,每月更换 2 次;预热后,每月更换 0.5 次,年省成本 4.8 万元。
五、维护效果数据对比:规范维护 vs 传统方式

评估指标 | 规范维护(按本文方法) | 传统维护(无系统方案) | 差异率 |
平均寿命(小时) | 1100-1300 | 600-800 | +60% |
单次更换成本(元) | 3000-3500 | 3000-3500 | 0 |
年更换次数 | 3-4 次 | 6-8 次 | -50% |
年维护总成本(元) | 1.2-1.5 万 | 2.4-2.8 万 | -50% |
设备停机时间(小时 / 年) | 24-32 | 48-64 | -50% |
结论:规范维护虽不增加单次成本,但通过延长寿命、减少更换次数,可使年综合成本降低 50%,同时减少停机损失(按每小时产值 2000 元计,年多创收益 4.8-6.4 万元)。
小结:维护的核心是 “预防为主,适配管理”
正确维护矿山洗砂机的聚氨酯筛网,并非简单的清洁与更换,而是结合型号特性(网孔大小、厚度)制定针对性方案:细网孔侧重防堵,粗网孔侧重抗冲击,薄筛网关注张力,厚筛网关注固定。
若以上材料没有解决您的问题,不妨阅读以下文章或许对您有所帮助:

管理员
该内容暂无评论